これらの症状は、ビットの酸化が原因である可能性が高いです。
ビットが酸化し、酸化被膜が形成されると、ハンダの濡れ性が悪くなります。
ハンダの濡れ性が悪くなると、ハンダがビットに乗らなくなる(はじかれて玉状になる)ため、非常に作業性が悪くなります。
また、ハンダがはじかれて玉状になると、ビットとハンダの接触面積が小さくなり伝熱量が低下するため、ハンダが溶けにくくなります。
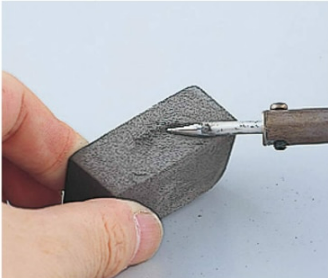
●酸化被膜の除去方法
酸化被膜を除去するためには、「K-142 ラバー砥石」でビットを研磨するのがおすすめです。
「K-142 ラバー砥石」は、母材に優しく、きれいにムラなく研磨できます。
※注意点
・K-142 ラバー砥石が溶けたり、火傷する恐れがあるため、研磨前に電源を切ってビットを冷ましてからご使用ください。
・強く研磨するとビットのメッキが余分に削れてしまい、製品寿命が短くなるため優しく研磨するようにしてください。
・酸化被膜を除去したら必ずビットにハンダを盛り、ビットが空気に触れないようにしましょう。
●ビット(コテ先)の寿命を延ばすには?
・作業中にハンダゴテをコテ台に置くときは、ビットをハンダで覆い、なるべく空気に触れる時間を短くする。
・作業を長時間中断するときは、電源を切るか、HS-51温調式ハンダゴテであればスリーブ機能(※)を用いて、酸化の進行を遅らせる。
・作業終了後も、スポンジでビットをきれいに拭き取り、ハンダで覆ってから収納する。
(※)スリーブ機能...予め設定した時間内に作業が行われなかったとき、設定温度を自動的に低くすることで、ビットの酸化を軽減する機能のこと。
●その他ハンダ付けがうまくいかない場合
・ハンダゴテの温度が十分に上がる
・ビットが酸化していない
上記に当てはまるのに、ハンダ付けがうまくいかない場合は、以下の方法をご検討ください。
1.フラックスを使用する
フラックスには「母材の金属表面(基板の銅箔部分など)の酸化被膜を除去する機能」と「ハンダの広がりを良くする作用」があるため、
フラックスを塗布することで、ハンダ付け作業が格段にやりやすくなる場合があります。
金属表面(基板の銅箔部分など)に酸化被膜があると、ハンダが直接接触できずにはじかれてしまいますが、
フラックスを塗布すると金属表面の酸化被膜を除去できるため、金属表面とハンダが結合できるようになります。
また、フラックスにはハンダの表面張力を抑制し、ハンダの広がりを良くする作用があるため、非常に作業性が良くなります。
別途塗布するタイプのフラックス(H-722フラックス)
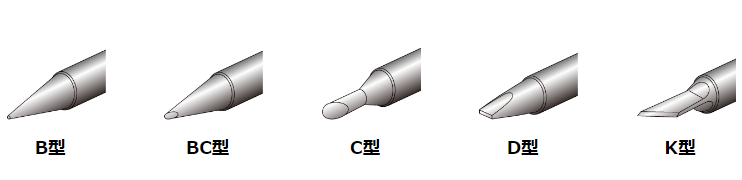
2.ビットの種類を変える
ハンダ付けでは、いかに効率よく熱を伝えられるかが作業性を左右します。
先端が細いビットは細かい部品のハンダ付けには最適ですが、大きな母材に対しては接触面積が小さくなるため、効率よく熱を伝えることができません。
そのため、母材に対して接触面積が大きいビットを選択することで、効率よく熱を伝えることができます。
※母材に対してビットが大きすぎると、必要以上に熱を与えてしまい部品にダメージを与えることがありますので注意してください。
よく使われる一般的なコテ先形状(ポイントタイプ)